
Contexte scientifique :
L’usinage et la modification en volume de matériaux à gap deviennent des enjeux majeurs pour l’industrie de la micro-électronique en particulier. La brièveté des impulsions femtosecondes permet d’obtenir une grande qualité d’usinage en minimisant les effets collatéraux et confère la capacité unique de travailler en volume par absorption non-linéaire. Dans cet article, nous étudierons l’ablation par rafales GHz. Ce nouveau régime d’interaction est basé sur une accumulation thermique bénéfique. En effet, plutôt que d’utiliser une impulsion de haute intensité à faible taux de répétition, on va lui préférer une rafale de 50 impulsions (dans notre cas) de faible intensité et à haut taux de répétition. Ces impulsions, via des effets accumulatifs, vont permettre de modifier le matériau et même d’atteindre un régime d’ablation avec des impulsions d’intensité inférieure au seuil d’ablation.
Montage expérimental :
Notre station d’usinage s’organise comme suit. Le laser est injecté dans une station d’usinage en granit qui améliore la stabilité. Sur celle-ci sont montées des platines de translation (X, Y), sur lesquelles on place l’échantillon, ainsi qu’une platine (Z), sur laquelle est placée la tête de focalisation. Le montage est également équipé d’un système d’observation in situ latéral, composé d’une diode électroluminescente, d’un microscope à longue distance de travail, d’un filtre à 520 nm et d’une caméra CMOS. La majeure partie de la station (notamment les platines, la caméra, les puissance mètres…) est contrôlée par un logiciel. L’implémentation des divers équipements sur ce logiciel s’est faite en interaction directe avec les développeurs basés en Lituanie. Le schéma du montage est présenté en Figure 1.

Figure 1 : Schéma du montage expérimental
Ce montage nous permet de focaliser notre faisceau gaussien de manière précise sur la surface de l’échantillon et de visualiser le perçage en temps réel via le système de visualisation latéral.
Résultats :
Lors de cette étude nous avons pu étudier l’évolution de la profondeur de perçage en fonction du nombre de rafales d’impulsions laser envoyées sur l’échantillon. Pour ce faire, nous avons mesuré la profondeur des trous à l’aide d’un microscope de mesures qui nous permet d’obtenir les images suivantes (Figure 2).

Figure 2 : Perçage en rafales GHz dans du sodalime et de la silice fondue [1]
Les tracés de l’évolution de la profondeur en fonction du nombre de rafales envoyées sur l’échantillon sont représentés en Figure 3.

Figure 3 : Evolution de la profondeur des trous en fonction du nombre de rafales envoyées sur l’échantillon dans du sodalime (a) et de la silice fondue (b) [2].
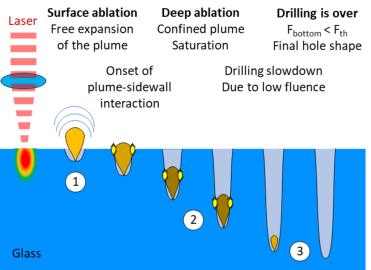
Sur cette figure nous pouvons constater que la profondeur augmente linéairement avec le nombre de rafales puis sature pour un nombre de rafales élevé. Notre hypothèse, basée sur cette observation, est que le perçage se déroule suivant trois étapes distinctes que nous avons représentées en Figure 4.

Figure 4 : Représentation schématique des étapes de perçages [2].
La première étape correspond à l’ablation de surface. Le panache de matière ablatée peut s’étendre à l’air libre, il est peu dense et induira un faible effet d’écran, la vitesse de perçage étant élevée. Dans un second temps, au fur et à mesure que le perçage se poursuit, le panache va interagir avec les parois internes du trou. Le panache va se densifier en rentrant dans le trou et induire un effet d’écran plus important, réduisant la vitesse de perçage. Enfin, lorsque l’énergie arrivant au fond du trou n’est pas suffisante (pertes par réflexions multiples sur les parois), le perçage s’arrête et on observe une saturation de la profondeur.
CoNclusion :
Lors de cette étude nous avons pu déterminer l’évolution de la profondeur de perçage avec l’augmentation du nombre de rafales envoyées sur l’échantillon. Cela nous a notamment permis de déterminer les différentes phases du perçage que sont l’ablation de surface, l’ablation confinée et la saturation du perçage. Il est intéressant de noter que dans ce régime particulier de rafales GHz, nous avons été capables de percer des trous d’une profondeur égale à environ 700 µm avec des impulsions dont l’énergie est inférieure au seuil d’ablation des deux matériaux.
Références :
[1] J.Lopez, S.Niane, G.Bonamis, P.Balage, E.Audouard, C.Hönninger, E.Mottay, and I.Manek-Hönninger, Percussion drilling in glasses ans process dynamics with femtosecond laser GHz-bursts Opt.Expr, Vol. 30, No. 8, (2022).
[2] P. Balage, J. Lopez, G. Bonamis, C. Hönninger, and I. Manek-Hönninger, High aspect ratio and crack-free top-down percussion drilling in glasses with femtosecond laser GHz-bursts, Int. J. Extrem. Manuf. 5 (2023) 015002 (8pp)